A CNC stang bøyer danner rett metallstang eller wire til presise vinkler, løkker og flerplansformer ved å mate materiel gjennom et sett med ruller eller dyser mens et servokontrollert bøyehode roterer rundt en programmert akse. Det korte svaret på hva som gjør den forskjellig fra en manuell eller hydraulisk bøyemaskin er repeterbarhet: Når et bøyeprogram er lagret, gjengir maskinen den samme vinkelen, radiusen og tilbakefjæringskompensasjonen på del 2 og del 20 000 uten at en operatør nullstiller stopper eller gjetter på tillatte overbøyninger.
Dette skiller en CNC-enhet fra en generell fjærbøyemaskin som er avhengig av mekaniske kammer og faste verktøyprofiler. Kamdrevne maskiner er raske og rimelige per produksjonsenhet, men å endre en form betyr å bytte fysiske kam og gjenoppbygge verktøystabelen, ofte en halvdags jobb. En CNC-stangbøyer endrer form ved å laste inn et annet program, vanligvis en overgang på fem til femten minutter avhengig av tråddiameter og verktøykompleksitet.
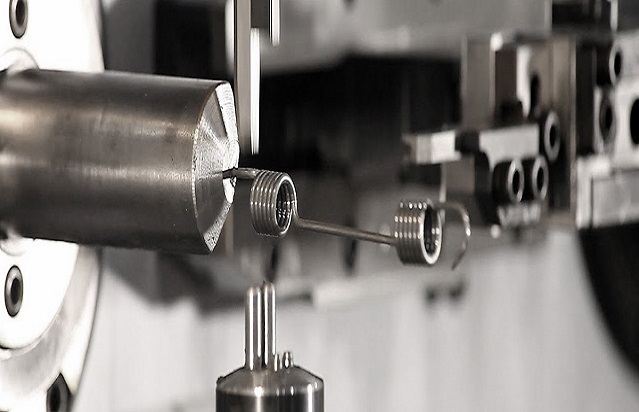
Hver CNC-stangbøyemaskin, uavhengig av merke eller tråddiameterkapasitet, er bygget rundt fem undersystemer som jobber sammen for å mate, rette ut og forme materialet.
En rekke forskjøvne ruller fjerner spolesettet fra wire eller stang før det når bøyehodet. Dårlig justerte retteruller er den vanligste årsaken til inkonsistente bøyningsvinkler, siden eventuell gjenværende krumning legger til eller trekker fra den programmerte bøyningen.
En servodrevet matevalse skyver materiale fremover i nøyaktige lengdeintervaller, vanligvis nøyaktig til innenfor 0,05 mm på moderne enheter, som bestemmer avstanden mellom bøyningene.
Dette hodet bærer bøyestiften og klemmatrisen og roterer rundt trådens senterlinje. Fleraksemaskiner stabler to eller tre av disse hodene for å produsere tredimensjonale former i en enkelt omgang.
Servomotorer erstatter eldre stepper- eller pneumatiske drev på bøyeaksen, og gir finere vinkelkontroll og momenttilbakemelding som er nødvendig for tilbakefjæring i sanntid.
Berøringsskjermgrensesnittet lagrer bøyeprogrammer, viser trådtellere og lar en operatør justere en enkelt bøyningsvinkel midtveis uten å berøre resten av sekvensen.
Butikker som kjører færre enn fem forskjellige former i måneden, alle i samme plan, finner ofte fortsatt en dedikert kamdrevet fjærbøyemaskin mer økonomisk. Når en produksjonslinje kjører åtte eller flere formvarianter, eller en hvilken som helst form trenger en bøy utenfor et enkelt plan, vil overgangstiden som spares av en CNC-stangbøyer vanligvis betale tilbake prisforskjellen innen tolv til tjue måneder, avhengig av antall skift.

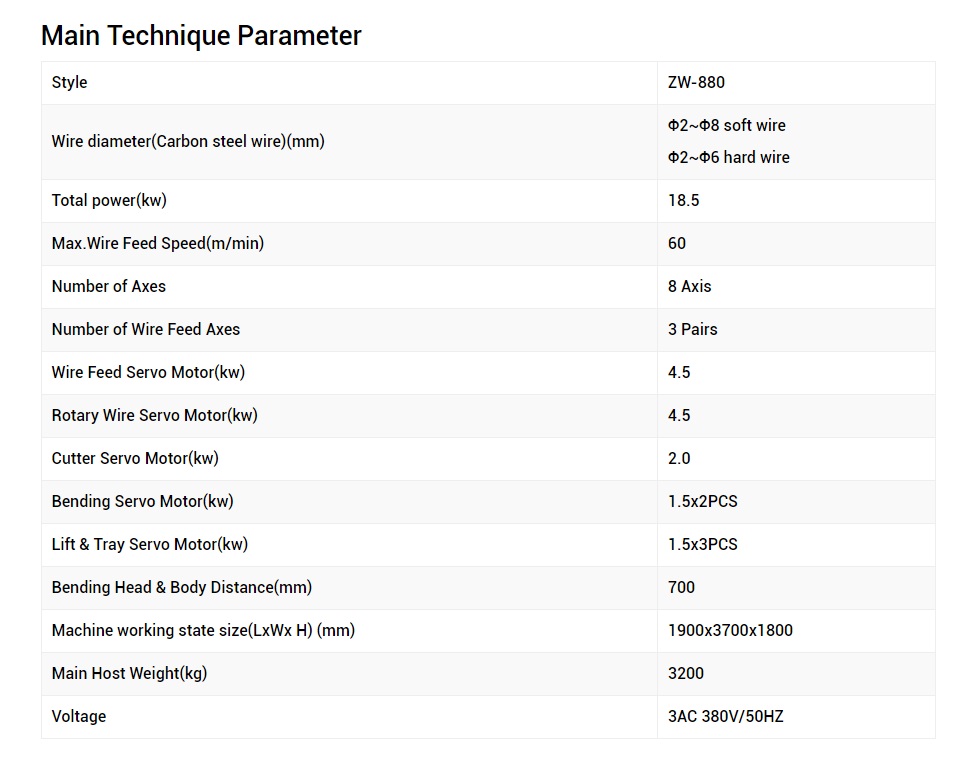
Maskinspesifikasjonsark viser mange tall. Disse fem forutsier faktisk om en maskin passer til en gitt produksjonsjobb.
| Parameter | Typisk rekkevidde | Hvorfor det betyr noe |
|---|---|---|
| Tråd/stang diameter kapasitet | 0,5 mm til 16 mm | Angir hvilket materialområde maskinen kan kjøre uten å bytte verktøyfamilie |
| Antall bøyeakser | 1 til 5 | Flere akser tillater sammensatte 3D-former uten å reposisjonere delen |
| Matehastighet | 0,5 til 3 meter per sekund | Driver deler-per-time-utgang direkte for enkle former |
| Bøyevinkeloppløsning | 0,1° trinn | Fin oppløsning betyr noe for fjærgeometri med tett toleranse |
| Programlagringskapasitet | 50 til 500 lagrede programmer | Bestemmer hvor mange formfamilier som kan tilbakekalles uten omprogrammering |
Den samme kjernebøyeteknologien viser seg på tvers av svært forskjellige sluttprodukter, med formkompleksiteten og wire gauge-driften hvilken maskinklasse som passer best.
Seterammetråder, dørlåsstenger, opphengsklemmer og torsjonsstangpreformer
Madrasskantstenger, stolrammestøtter, handlekurvkurver
Kjøleskapshyller, ovnstativrammer, tallerkenstativ-trådformer
Kirurgiske instrumenttrådføringer og ortopediske stavpreformer som krever tett vinkeltoleranse
Armeringsbøyler, forsterkningsklemmer i netting og strukturelle strekkstag
Utstillingskroker, klesstativer, wirestativ for utsalgssteder
Disse tre maskintypene blir ofte forvirret fordi de alle omformer ledningen, men hver er bygget rundt en annen kjernebevegelse.
| Maskintype | Primær bevegelse | Best for |
|---|---|---|
| CNC stang bøyer | Roterende bøy rundt fast pinne, multi-akse | Vinkelformer, braketter, rammer, flerplansgeometri |
| Generell trådformingsmaskin | Kombinasjon av bøye-, kutt- og glidebevegelser | Komplekse former med liten diameter som klips og fjærer med avskjæring |
| Dedikert fjærspole | Kontinuerlig spiralvikling rundt en dor | Kompresjons-, forlengelses- og torsjonsfjærer |
Å velge en maskin kommer ned til å matche fem beslutningspunkter til din faktiske delblanding, i denne rekkefølgen.
Butikker som hopper over trinn to ender oftest opp med å kjøpe en enakset maskin som senere ikke kan produsere en form som en kunde ber om, og tvinger til et nytt kapitalkjøp innen et år.
De fleste nåværende CNC-stangbøyekontrollere bruker grafisk, dra-og-node-programmering i stedet for manuell G-kodeinntasting, og lar en operatør tegne målformen på berøringsskjermen og få programvaren til å beregne bøyesekvens, matelengde og rotasjon automatisk.
To programvarefunksjoner skiller en grunnleggende kontroller fra en produksjonsklasse. Den første er automatisk tilbakefjæringskompensasjon, hvor kontrolleren måler den faktiske bøyevinkelen etter at verktøyet trekker seg tilbake og justerer neste sykluss overbøyningsverdi uten operatørinndata. Den andre er simulering, der programvaren gjengir den ferdige formen i 3D før den første fysiske delen kuttes, og fanger opp kollisjoner mellom bøyehodet og delens geometri som ellers ville skade verktøyet.
Tørk ned rettevalsene og se etter oppbygging av trådrester, noe som endrer friksjon og skifter bøyningsvinkel over et skift.
Inspiser bøyestiften og klemmatrisen for slitasje flater; en slitt stiftradius er den viktigste årsaken til drivende bøyningsvinkel på maskiner som kjører slipebelagt wire.
Kontroller servodrivremspenningen og tilbakeslaget på den roterende bøyeaksen, siden akkumulert tilbakeslag vises som inkonsekvente vinkler kun ved retningsvendinger.
Kalibrer matelengdekoderen på nytt mot en kjent prøvelengde, og korriger for avdrift introdusert av rulleslitasje.
| Defekt | Sannsynlig årsak | Fix |
|---|---|---|
| Bøyevinkelen driver over en løpetur | Slitasje på bøyestifter eller varmeoppbygging i servomotoren | Bytt pinnen ved første tegn på en flat flekk; verifiser driften av motorkjøleviften |
| Riper eller flate flekker på ledningsoverflaten | Feiljusterte retteruller eller for høyt klemtrykk | Juster rullestabelen på nytt; reduser klemkraften til minimum nødvendig for å forhindre skli |
| Inkonsekvent fôrlengde | Mater rulleslip på belagt eller oljetråd | Øk rullegrepstekstur eller klemmetrykk; fjern oljerester fra valser |
| Form vrir seg ut av planet | Ukompensert torsjonsfjæring på ledning med høy strekkfasthet | Legg til et lite motrotasjonstrinn i programmet før hovedbøyen |
Typisk reduksjon i overgangsarbeidstid etter bytte fra kamdrevet til CNC-bøying for butikker som kjører seks eller flere formvarianter
Måneder med tilbakebetalingstid for en mellomstor CNC-stangbøyer ved to-skiftsdrift med hyppige formendringer
Typisk skraphastighetsreduksjon når automatisk tilbakefjæringskompensasjon erstatter manuell overbøy-gjetting
Utover innkjøpsprisen er de pågående kostnadsdriverne verdt å budsjettere med slitasjedeler (bøyestifter, klemmatriser), årlig servovedlikehold og operatøropplæringstid, som vanligvis varer en til to uker for en tekniker som allerede er kjent med manuelt bøyeutstyr.
Tre utviklinger dukker opp på tvers av nyere maskingenerasjoner i stedet for gjenværende laboratoriekonsepter.
Avføling av lukket sløyfe måler nå den faktiske bøyningen i sanntid ved å bruke inline-kodere i stedet for kun å stole på forhåndsberegnet tilbakefjæringstabeller, og kutter skrap fra første artikkel på nye materialer.
Fjerndiagnostikk la en maskinbygger gjennomgå kontroller logger over en nettverkstilkobling for å diagnostisere en feil før du sender en tekniker, noe som forkorter nedetiden på komplekse servofeil.
Modulære verktøykassetter at bytte av bøyestift, klemmatrise og skjæreblad som en enkelt forhåndsinnstilt enhet reduserer overgangstiden på fleraksemaskiner fra femten minutter ned mot tre til fem minutter.
De fleste produksjonsmaskiner dekker et område innenfor sin klasse, vanligvis 0,5 mm til 6 mm på lette enheter og opptil 16 mm på kraftige stangbøyere bygget for armeringsjern eller strukturelle applikasjoner. En enkelt maskin dekker sjelden hele spekteret godt, så det er viktigere å matche maskinklassen til ditt faktiske materialspekter enn å se på det bredeste tallet på et spesifikasjonsark.
Å laste et lagret program fra minnet tar vanligvis under ett minutt. Det lengre trinnet er fysisk verktøybytte hvis den nye formen trenger en annen bøyestift eller klemmatrise, som vanligvis legger til fem til femten minutter avhengig av verktøydesign.
Ikke akkurat. Fjærbøyemaskin er et bredere begrep som inkluderer kamdrevet, hydraulisk og CNC-styrt utstyr. En CNC-stangbøyer er en kategori innenfor den bredere gruppen, kjennetegnet ved servodrevet, programbasert kontroll i stedet for mekaniske kammer.
Tilbakefjæring er materialets elastiske gjenoppretting etter at bøyekraften er fjernet, noe som får den endelige vinkelen til å åpne seg litt fra vinkelen satt under formingen. Materialer med høyere strekk fjærer tilbake mer. CNC-kontrollere kompenserer ved å overbøye en beregnet mengde, og deretter måle og justere verdien automatisk ved senere sykluser.
Innenfor et begrenset område, ja, siden klemmatrisen og retterullene vanligvis aksepterer et bånd med diametre med mindre justeringer. Å flytte til en vesentlig annen diameter, for eksempel fra 2 mm til 8 mm, krever vanligvis et annet verktøysett tilpasset det tykkere materialet.
Enkle enkeltplansbraketter trenger bare én bøyeakse. Former med bøyninger i mer enn ett plan, for eksempel en tredimensjonal trådramme, trenger to eller tre akser for å unngå å flytte delen manuelt mellom bøyninger, noe som gjeninnfører nøyaktighetsproblemene CNC-bøying er ment å løse.

TK-13200, TK-7230 TK-13200、 TK-7230 12AKSET CNC FJÆR KVEILMASKIN ...
Se detaljer
TK-13200, TK-7230 TK-13200、 TK-7230 12AKSET CNC FJÆR KVEILMASKIN ...
Se detaljer
TK12120 TK-12120 12AXES CNC FJÆR KVEILMASKIN ...
Se detaljer
TK-6160 TK-6160 CNC FJÆR RULLEMASKIN ...
Se detaljer
TK-6120 TK-6120 CNC FJÆR RULLEMASKIN ...
Se detaljer
TK-5200 TK-5200 5AKSET CNC FJÆR KVEILMASKIN ...
Se detaljer
TK-5160 TK-5160 5AKSES CNC FJÆR KVEILMASKIN ...
Se detaljer
TK-5120 TK-5120 5 AKSE CNC FJÆR KVEILMASKIN ...
Se detaljerMobil QR-kode

 Språk
Språk 

